
Kazan - støbepotte. Dens karakteristiske egenskab er en halvcirkelformet bund, som ikke tillader at installere den i midten uden en særlig understøttende enhed - et stativ. Hvis du har en vis liste over værktøjer og materialer, kan du selv gøre det.

Sorter og formål
Hjemmelavede coasters til kedler er af flere typer:
- trebenet;
- firbenede;
- improviseret.
Benene på den trebenede stativ er monteret i form af en kegle. Der er en lige afstand mellem dem, hvilket er en vigtig faktor, der bestemmer stabilitetsgraden af strukturen. En bøjle monteres som toppen af keglen, hvis diameter svarer til den ydre diameter af kedelens midterdel.
Denne hoop udfører funktionen af en holder, hvor kedlen sænkes.
Denne tilbageholdelsesmetode er den mest effektive, da stigningen af indholdet af kedlen øger trykket på indersiden af bøjlen, hvilket gør kedlen mere fast på stativet.



For at øge støttestøttens strukturelle styrke er fastgjort ved hjælp af supplerende hoppere placeret under holdebøjlen, som forhindrer dem i at sprede under trykket af kedlen fyldt med indhold.
Stativ af denne type er beregnet til installation i åben ild. En brand er lavet under dem, hvis flamme jævnligt opvarmer den halvcirkelformede bund. For at give tilstrækkelig plads under kulden til at rumme logge, skal stativets højde justeres afhængigt af afstanden mellem jorden og bunden af tanken.
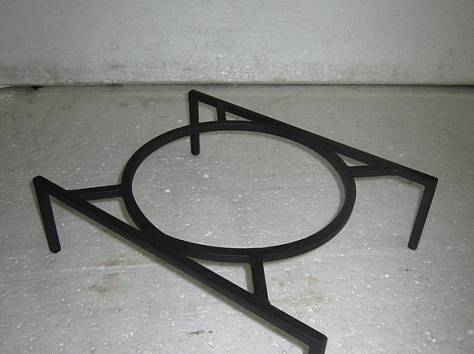
Designet af den firebenede stativ ligner et stativ. Den eneste forskel mellem dem er tilstedeværelsen af en kvart støtte. På grund af denne faktor bestemmes placeringen af støttebenene på denne stativ af fjerne dem fra hinanden på samme afstand.
I den færdige form danner de nederste punkter af understøtningen, sålerne "toppen af en firkant eller et rektangel (afhængigt af designet og den vinkel, hvor benene er placeret i forhold til fastholdelsesbåndet).

For at montere den firebenede stativ på brazieren, kompletteres dens design ved at forbinde broer, der forbinder understøtningsbenens nederste punkter. Jumpers er ikke kun et fastgørelseselement, men spiller også rollen som ski, hvilket giver en stabil position på stativet på grillen.
Når du installerer en kedel på brazeren ved hjælp af en fjederbenstøtte, er det vigtigt at tage sig af stabiliteten og hele strukturen. Modstanden af brazier til belastningen skal svare til størrelsen og vægtparametrene for kulden fyldt med indhold.
Improviserede kazanie stande lavet af passende materialer til rådighed. Deres kvalitet kan være: stock bil-drev, tøndeformede containere og andre.
Disse materialer er raffineret og installeret på en sådan måde, at de kan anbringes på en kedel, laver ild under dem, og afstanden mellem jorden og bunden af tanken skal være tilstrækkelig til en brand af passende størrelse.
Udformningen af stativet af enhver type kan omfatte dets anvendelse i stationær form og i en sammenfoldelig.


instrumenter
Det sæt værktøjer, der kræves til fremstilling af en hjemmelavet stand til en kedel, kan bestå af en liste over emner afhængigt af typen af betondesign og materialer, som den er fremstillet af.
Værktøjssætets sammensætning:
- svejsning inverter;
- bulgarsk;
- en hammer;
- børste med en metallisk bunke;
- slibemundstykke på slibemaskinen;
- måleapparater (målebånd eller lineal)
- andre relaterede værktøjer.
Tilstedeværelsen af en svejsemaskine kræves. Da produktet vil blive brugt under påvirkning af høje temperaturer, er svejsningerne den mest pålidelige led.






materialer
For at gøre stand med egne hænder skal du forberede en tilstrækkelig mængde af følgende materialer:
- beslag;
- jernstang (erstatter forstærkning);
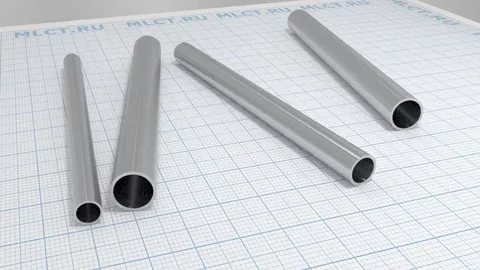
- runde rør;
- hoop (hvis tilgængelig).
Forstærkningens diameter bør være mindst 12 mm. Lavere værdier af denne parameter giver ikke strukturens pålidelighed og stabilitet til deformationsbelastninger.
Stærkstangens diameter bør ikke være for stor, da stigningen i produktets masse stiger, hvilket ikke er en positiv faktor.




I mangel af en tilstrækkelig mængde forstærkning kan en metalbjælke med rund, firkantet eller sekskantet tværsnit anvendes. Dimensionelle parametre for den valgte stang skal opfylde de samme krav som det forstærkende materiale.
De runde rørsektioner bruges til at arrangere krydsene i de enkelte dele af strukturen, hvilket er vigtigt for demonterbare modifikationer. Diameteren af de rørformede elementer skal være 1-2 mm større end diameteren af forstærkningen eller jernstangen. Dette vil muliggøre binding af komponentdelene i en tongue-and-groove-måde.
Holderen vælges under hensyntagen til diameteren af kedelens midterdel. I mangel af et færdigt element kan det gøres personligt fra forstærkningsstangen.
Arrangementet af strukturen er tilladt, hvilket gør det muligt at skifte hoops med forskellige diameterværdier, hvilket gør det muligt at anvende stativet i forbindelse med kedler af forskellig størrelse.

making
Før man fortsætter til fremstilling af en hjemmelavet stativ til en kedel, er det nødvendigt at bestemme typen af dets design, formål og lave detaljerede tegninger.
Den optimale model af kedlens holder er en, der gør det muligt at installere det ikke kun på jorden, men også på grillen. Hvis det er meningen at fremstille denne model, skal tegningerne angive de dimensionsparametre, der svarer til kendetegnene for den eksisterende kedel og grill.
Marker hovedbøjleens diameter. Passer afstanden mellem de yderste punkter af støtte - "sålerne" af benene. Værdien af denne afstand beregnes under hensyntagen til den termiske udvidelse af metallet og skal gøre det muligt for holderen at placeres frit i brazeren.


Montering af støtteben
Benene på den sammenklappelige stativ er lavet på samme princip. Først er en af dem samlet, så kopieres de andre fra prøven.
Ved hjælp af kværnen bliver et forstærkningsafsnit savet, hvis længde er tilstrækkeligt til at lave et understøttende ben fra det. For at give mulighed for at folde en fod for at spare lagerplads, Klippet er savet i midten.
Et rør med en længde på mindst 10 cm er svejset til kanten af en af delene af skæret. Firkantet eller rektangulært tværsnit sikrer ikke pålideligheden af forbindelsen og vil bidrage til udseendet af backlash. Diameteren af røret bør være fri til at indsætte den resterende del af armeringssegmentet. På grund af svejsningen af det rørformede element bliver benet sammenfoldeligt og kan foldes i halvdelen.
De resterende tre ben udføres i et lignende mønster.I processen med deres produktion er det vigtigt at stræbe efter at sikre nøjagtigheden af overensstemmelse med dimensionelle parametre, som gør det muligt for dig at undgå at forstyrre den geometriske balance i hele strukturen.


At lave jumpers
For at sikre fastgørelsen af understøtningsbenene er det nødvendigt at lave tilsluttede hoppere. Til den firebenede stativ vil to være tilstrækkelige.
De er lavet af samme materiale som benene. Dette reducerer produktionsomkostningerne og forenkler samleprocessen. Længden af hver jumper skal være 5-10 cm længere end afstanden mellem benets nedre støttepunkter. Dette er nødvendigt for at sikre den statiske struktur på grillen.
For at udstyre leddene på benene og hopperne er rørformede segmenter svejset til sidstnævnte, hvis parametre er identiske med dem, der svejses til benene. Hældningsvinklen for disse segmenter i forhold til jumperplanet afhænger af den vinkel, hvor benene vil stå. Værdien af denne vinkel er vilkårlig og kræver ikke overholdelse af nogen konstruktive standarder.
Efter tilslutning af de to ben med en støttebro ved hjælp af rørforbindelser, skal du få en figur, der er ens i form med en trapezoid uden en top, et firkant eller et rektangel uden en øvre kant. Som det manglende element er planet af holdebøjlen.
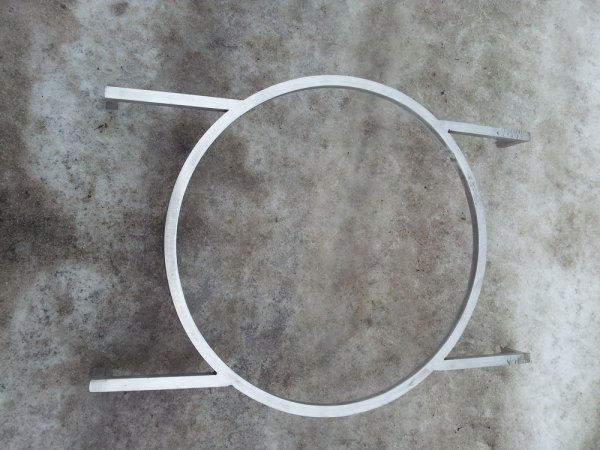

Hoop making
I mangel af en færdig bøjle kan du gøre det af forstærkning. Dets segment, hvis længde er lig med længden af den ydre omkreds af kedelens midterdel, opvarmes til høje temperaturer. I opvarmet tilstand påføres en stangstang på den ydre overflade af den midterste del af den inverterede kedel og bøjninger i overensstemmelse med dens diameter.
For at holde og bøje stangen anvendes egnede værktøjer: smedtænger, fladtænger eller gasnøgler. Med dette Intet behov for høj præcision. Efter produktion vil selve bøjlen tage den optimale position i forhold til kedelkroppen. For at lette bøjningsprocessen kan du bruge forstærkning af mindre diameter.
For at sikre, at bøjlen kan udskiftes med en ring med forskellig diameter, er det nødvendigt at svejses rørstykker op til 5 cm i længden, hvoraf antallet er lig med antallet af støtteben, hvilket vil tillade det at løsne det fra hovedstrukturen. Disse rørformede dele er anbragt på en sådan måde, at benene monteret på forbindelseslintene frit kan indsættes i dem. I dette tilfælde skal bøjlen ligge på disse rør for at overlappe deres overdel, hvilket forhindrer passage af benene gennem dem.


Brug en børste med en metalpæle og slibende dyser til at behandle de svejsede leddene i den rigtige tilstand.
Ved den sidste fase af designet af en hjemmelavet stativ til en kedel, er det nødvendigt at male det med maling, der er modstandsdygtig over for høje temperaturer. For at udføre denne operation kan du bruge en dåse af maling, da belægning ved sprøjtning giver den optimale lagtykkelse. Efter tørring er standen klar til brug.
Se, hvordan du kan stå under kedlen med dine egne hænder, se nedenfor.









